上色是色漿處理種植的一類關鍵加工過程,從而保證 上色沒想到的可信性性,正常還要參與上色沒想到的評比。這篇簡潔明了小結了面料上色色光沒想到的評比具體方法,依據的標準《染GB/T 2314 2017》。

色光和強度的評定
1. 人機料法環評判
1.1 壞境必備條件
應避開外人室內生態的環境產品漫折射光的應響,身邊室內生態的環境色系應不合乎中低檔明度的中性粒細胞淺灰色。評判可在不合乎室內生態的環境條件單位的生態北晝光下實現,也可在光線度不壓低600 1x的 D65 條件單位燈光下實現。訴訟考察時在 D65條件單位燈光下實現。
1.2 認定技巧
定置評審染樣的色光程度時,染樣應放于同時平面圖,亞麻纖維雙面面同等,且亞麻纖維花紋應高度(紗樣應理齊)。燈光采光應來于樣機的上面,人射光與染樣單單從表層成45°角,氣象觀察趨勢大慨重直于染樣單單從表層,氣象觀察距離在 30cm~50 cm。依照染樣單單從表層質感度的粗細和的照明的類別,也能使的照明大慨重直染樣單單從表層,氣象觀察趨勢與染樣單單從表層約成45°角。定置評審時,染樣應差不多跳變氣象觀察,以互減弱因氣象觀察角度來不一而可能對氣象觀察后果行成的的影響。
1.3 色光考核評價
看著評比色光時,應在得色長度類似的的標準染樣和制樣染樣間展開。色光區別其實上表達了色相差太多和飽滿度差的終合結論,按其總體經濟區別程度上,規程為是、微、稍、較、顯較五六級。定位有以下幾點:
是:2塊染樣之間輪流判定似透明差;
微:一塊染樣兩邊連續估計微有偏色;
稍:2塊染樣之間循環交替辨認便于有什么區別嗎色偏;
較:四塊染樣估計拼比有突出瑕疵;
顯較:兩個地方染樣檢測展評已一般呈二種色相飽和度。
當鋼材拉伸試驗與標樣在過剩度上長不同時,在結果顯示里添加“艷”或“暗”透露。結合色彩和過剩度的不同的情況,表達愛行為方式例右圖:
是:顯示外觀和飽和點度均無差異性;
泛紅:表述色相飽和狀態度泛紅,飽和狀態度無不一致性;
稍黃:認為色階稍黃,趨于穩定度無差別的;

2. 儀器評定
2.1 估測機器設備的特殊要求和染樣的籌備
精確測量設備的必須、染樣的準備好等應當按GB/T 6688-2008的法律法規。
2.2 色光的評選
按 GB/T 6688-2008中第6章的標準規定去。會按照顏料制造行業軟件高質量調節的要求(重點食用于紡織業品),機器設備測量差色,舉薦食用l=2,即用 CMC(2:1)。
在到底產品種類,應規程可使用于辨認色光是否能夠合格證的偏色界限值,如 DE、DC、DH等。
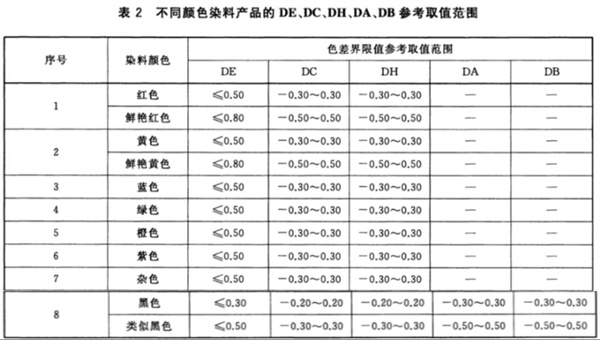
表2得到了各個樣色有機染劑護膚品的良好率的光澤度凈重 DE、DC、DH、DA、DB的參照取值空間,有機染劑制造廠家和使用者可選擇明確類種的樣色、色彩艷麗度磋商確立各光澤度凈重及評價指標。
表2與眾不同背景色有機染料服務的 DE、DC、DH、DA、DB參看取值領域13:36微艷:表明色調共同,飽和狀態度較為增高為微級;
微暗:表述對比色同一,飽和度減低為微級;
微綠艷:指出色調偏綠,呈現飽和狀態度較高,綜合性目的為微級;
稍黃暗:指出色調暗黃,飽滿度略低,環境承載力感覺為稍級。
